








 微信公众号
微信公众号

KURODA GR4510BS-CALR kuroda黑田精工
 扫码获取价格库存技术资料
扫码获取价格库存技术资料
- 品牌:
- 分类: 插管式单螺母GR系列
- 类型:
- 属性: KURODA GR4510BS-CALR kuroda黑田精工,-KURODA GR4510BS-CALR kuroda黑田精工-KURODA GR4510BS-CALR 日本黑田丝杆螺母 黑田丝杆轴端加工是一项精细而又细致的工艺,其目的是为了保证丝杆轴端的质量和精度。在这个过程中,需要使用一系列的加工设备和工具来完成各种加工步骤。首先,需要进行精确测量,以确定加工的尺寸和位置。然后,使用切削工具对丝杆轴端进行精密加工,确保其平整度和圆度。同时,还需要进行表面处理,以提高丝杆轴端的耐磨性和抗腐蚀性。最后,进行质量检验,确保丝杆轴端-KURODA GR4510BS-CALR kuroda黑田精工--KURODA GR4510BS-CALR kuroda黑田精工-
KURODA GR4510BS-CALR kuroda黑田精工 产品参数
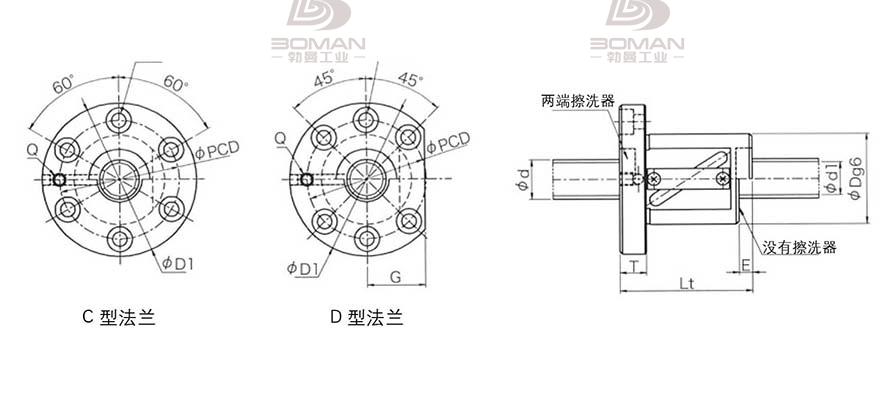
尺寸 单位:mm
| 丝杠轴外径 | 45 |
|
| 导程 | 10 |
|
| 丝杠轴底径 | ||
| 滚珠节圆直径 | ||
| 钢球直径 | 6.35 |
|
| 精度等级 | C0-C10 |
|
| 螺母直径 | 86 |
|
| 法兰直径 | 128 |
|
| 螺母长度 | 91 |
|
| 螺母安装 | PCD | 106 |
| 额定动负载 | CaN | 36800 |
| 额定静负载 | C0aN | 97800 |
| 有效圈数 | 1.5X2 |
|
| 法兰盘宽度 | ||
| 法兰安装孔通孔直径 | 11 |
|
| 法兰安装孔沉孔直径 | 17.5 |
|
| 法兰安装孔沉孔深度 | 10.8 |
|
| 轴向刚度 | KNm |
KURODA GR4510BS-CALR kuroda黑田精工此型号部分数据来源于NSK RNFCL2020A3S+620-RNFCL轧制丝杠
NSK GR4510BS-CALR 日本黑田丝杆螺母 黑田丝杆轴端加工是一项精细而又细致的工艺,其目的是为了保证丝杆轴端的质量和精度。在这个过程中,需要使用一系列的加工设备和工具来完成各种加工步骤。首先,需要进行精确测量,以确定加工的尺寸和位置。然后,使用切削工具对丝杆轴端进行精密加工,确保其平整度和圆度。同时,还需要进行表面处理,以提高丝杆轴端的耐磨性和抗腐蚀性。最后,进行质量检验,确保丝杆轴端